AINOW(エーアイナウ)編集部です。製造業における人手不足と品質安定化への要求が高まる中、溶接ロボットの導入が加速しています。本記事では、アーク溶接・スポット溶接の自動化について、溶接の種類から導入効果、最新のAI技術まで徹底解説します。溶接工程の自動化を検討している方は、ぜひ参考にしてください。
この記事のサマリー
- 溶接ロボットの種類(アーク・スポット・レーザー)と構成要素を詳しく解説
- ファナック・安川電機・パナソニック・ダイヘンなど主要メーカーを比較
- 導入効果(生産性30〜50%向上)とROI計算、2026年最新のAI技術動向を紹介
溶接ロボットとは?
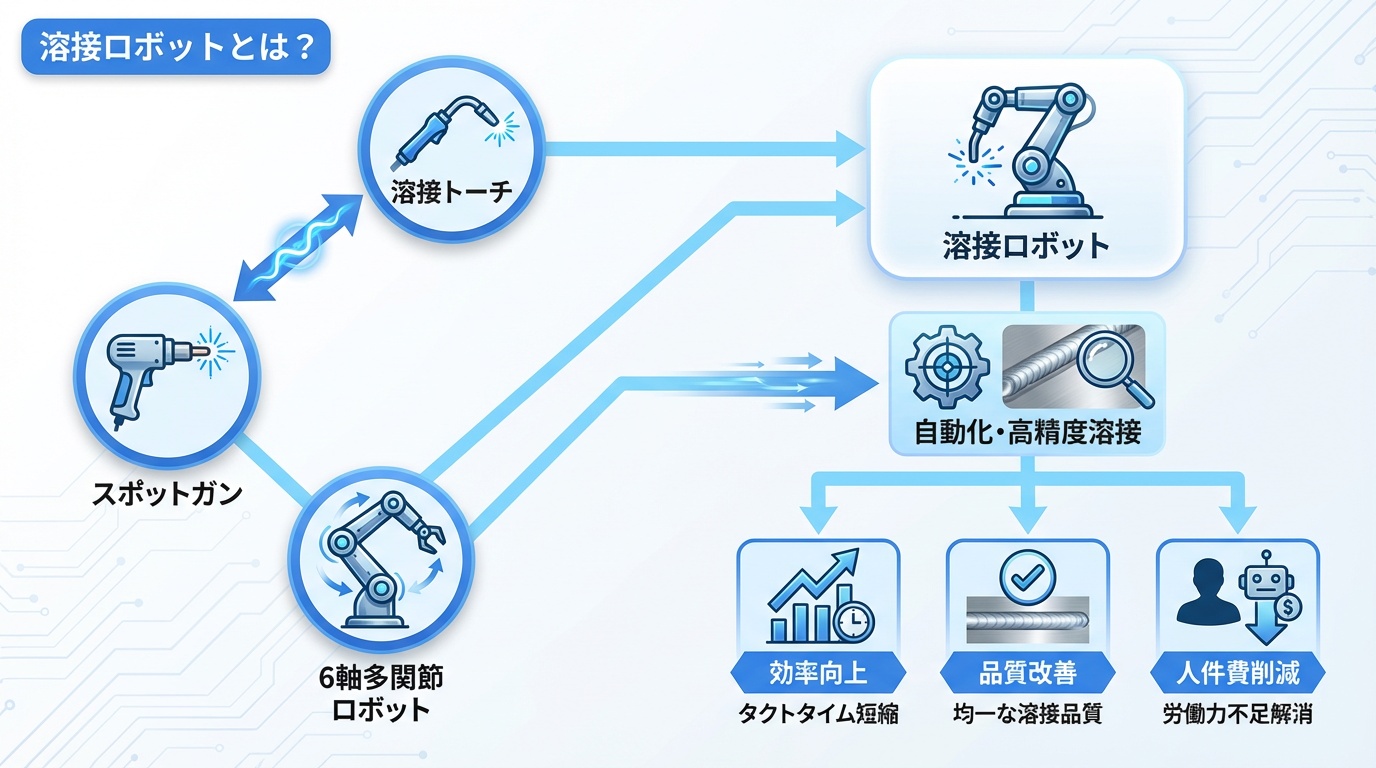
溶接ロボットとは、産業用ロボットに溶接トーチやスポットガンを装着し、溶接作業を自動化するシステムです。主に6軸垂直多関節ロボットが使用され、プログラムに従って高精度・高品質な溶接を繰り返し実行します。
手溶接との違い
| 項目 | 手溶接 | 溶接ロボット |
|---|---|---|
| 品質 | 作業者のスキルに依存 | 一定品質を維持 |
| 生産性 | 1日8時間が限界 | 24時間連続稼働可能 |
| 再現性 | 個人差あり | ±0.1mm精度で再現 |
| 労働環境 | ヒューム・熱・紫外線リスク | 作業者を危険から隔離 |
| 初期コスト | 低い | 高い(500万〜2,000万円) |
| 柔軟性 | 高い(即座に対応可能) | プログラム変更が必要 |
溶接ロボット導入のメリット
|

AINOW編集部
|
熟練溶接工の高齢化が進む中、ロボット導入は技術継承の有効な手段として注目されています。 |
溶接の種類
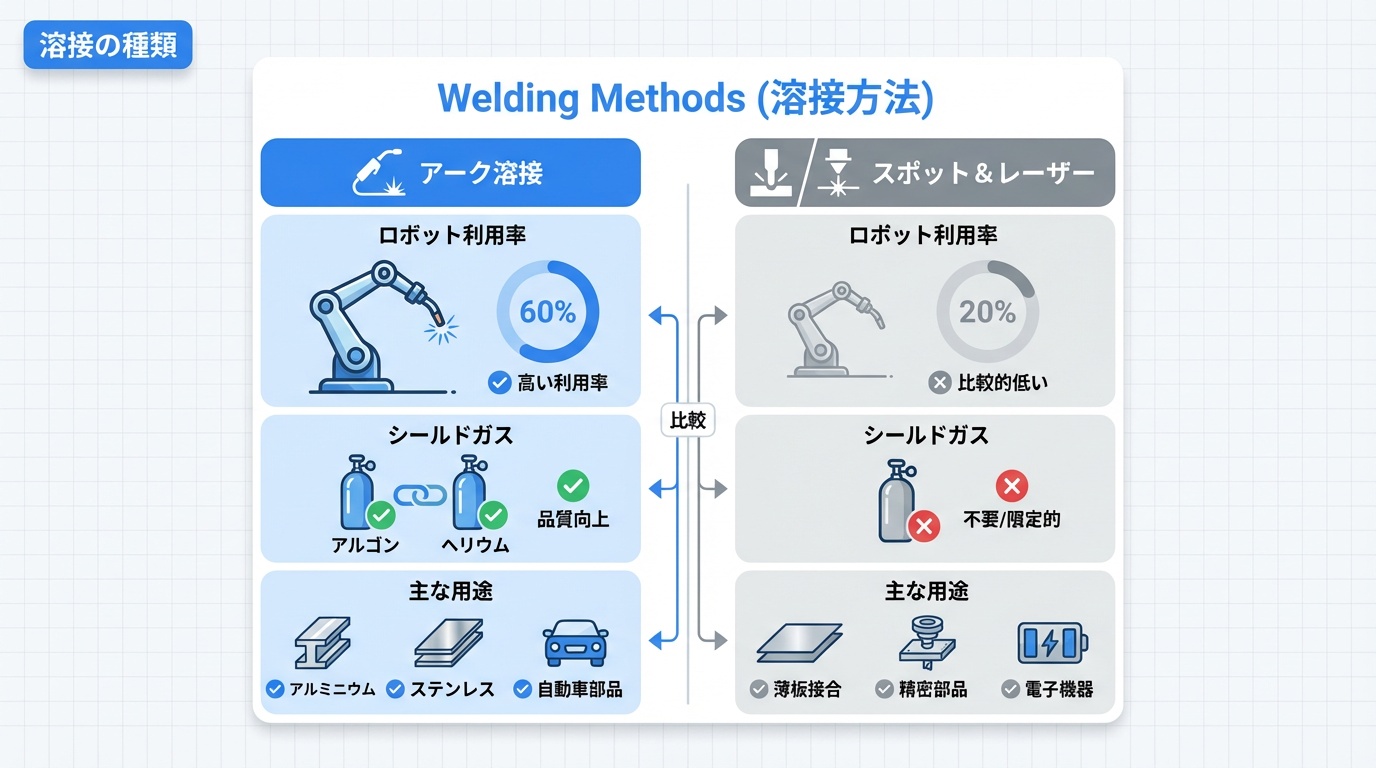
溶接ロボットが対応する主な溶接方式を解説します。用途や材質に応じて適切な方式を選択することが重要です。
アーク溶接
電極と母材間にアーク放電を発生させ、その熱で金属を溶融・接合する方式です。溶接ロボットの約60%がアーク溶接に使用されています。
MIG溶接(Metal Inert Gas)
アルゴンなどの不活性ガスでシールドしながら溶接する方式。アルミニウム、ステンレス鋼の溶接に適しています。
- 特徴:高品質、スパッタ少ない
- 用途:アルミ部品、ステンレス製品
- シールドガス:アルゴン、ヘリウム
MAG溶接(Metal Active Gas)
CO2などの活性ガスを使用する方式。鉄鋼の溶接で最も一般的です。
- 特徴:低コスト、高速溶接可能
- 用途:自動車部品、建設機械、造船
- シールドガス:CO2、アルゴン+CO2混合
TIG溶接(Tungsten Inert Gas)
タングステン電極を使用し、別途溶加材を供給する方式。高品質な溶接が可能です。
- 特徴:美しいビード、高精度
- 用途:薄板、精密部品、航空機部品
- シールドガス:アルゴン
スポット溶接(抵抗溶接)
2枚の金属板を電極で挟み、大電流を流して抵抗熱で溶接する方式。自動車ボディの組立で広く使用されています。
- 特徴:高速(1点0.5秒以下)、自動化に最適
- 用途:自動車ボディ、家電筐体
- 対応板厚:0.5mm〜3mm程度
レーザー溶接
高出力レーザービームで金属を溶融・接合する方式。高速・高精度な溶接が可能です。
- 特徴:低入熱、歪み少ない、深い溶込み
- 用途:自動車ギア、バッテリーセル、医療機器
- レーザー種類:ファイバーレーザー、YAGレーザー
| 溶接方式 | 速度 | 精度 | コスト | 主な用途 |
|---|---|---|---|---|
| MAG溶接 | 中 | 中 | 低 | 鉄鋼全般 |
| MIG溶接 | 中 | 高 | 中 | アルミ・ステンレス |
| TIG溶接 | 低 | 高 | 高 | 精密部品 |
| スポット溶接 | 高 | 中 | 低 | 薄板接合 |
| レーザー溶接 | 高 | 高 | 高 | 高精度部品 |
溶接ロボットの構成
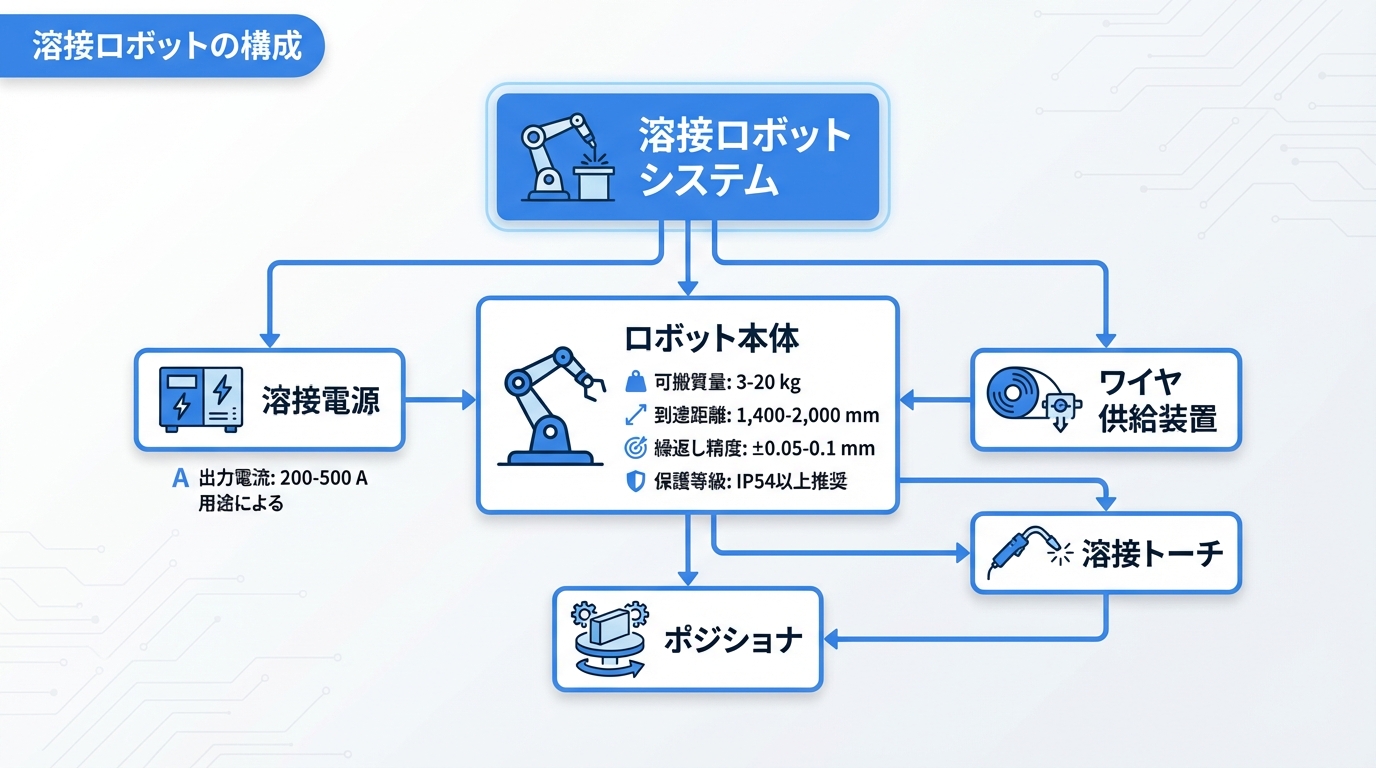
溶接ロボットシステムは、複数の構成要素から成り立っています。各要素の役割と選定ポイントを解説します。
ロボット本体
溶接トーチを搭載し、プログラムに従って動作する6軸垂直多関節ロボットが主流です。
- 可搬重量:3〜20kg(溶接トーチ+ケーブル重量)
- リーチ:1,400〜2,000mm(作業範囲に応じて選定)
- 繰り返し精度:±0.05〜0.1mm
- 防塵・防滴:IP54以上推奨
溶接電源
溶接に必要な電力を供給する装置。デジタル制御により、安定したアーク特性を実現します。
- 出力:200〜500A(用途に応じて選定)
- 制御方式:インバータ制御が主流
- 波形制御:パルスMAG、CMTなど高度な制御に対応
溶接トーチ
アーク溶接の場合、ワイヤ送給とシールドガス供給を行うトーチを使用します。
- 冷却方式:空冷(〜300A)、水冷(300A以上)
- トーチ形状:ストレート、グースネック(狭所用)
- チップ・ノズル:消耗品として定期交換が必要
ワイヤ供給装置(ワイヤフィーダ)
溶接ワイヤを一定速度で送給する装置。送給安定性が溶接品質に直結します。
- 送給方式:プッシュ式、プルプッシュ式
- 送給速度:1〜25m/min
- ワイヤ径:0.8〜1.6mm
ポジショナー
ワーク(被溶接物)を回転・傾斜させ、最適な溶接姿勢を実現する装置です。
- 種類:単軸、2軸、3軸ポジショナー
- 可搬重量:50kg〜10,000kg
- 同期制御:ロボットと連動した協調動作
|
AINOW編集部
|
ポジショナーの活用で下向き溶接を維持でき、品質向上と溶接速度アップの両立が可能です。 |
主要メーカー
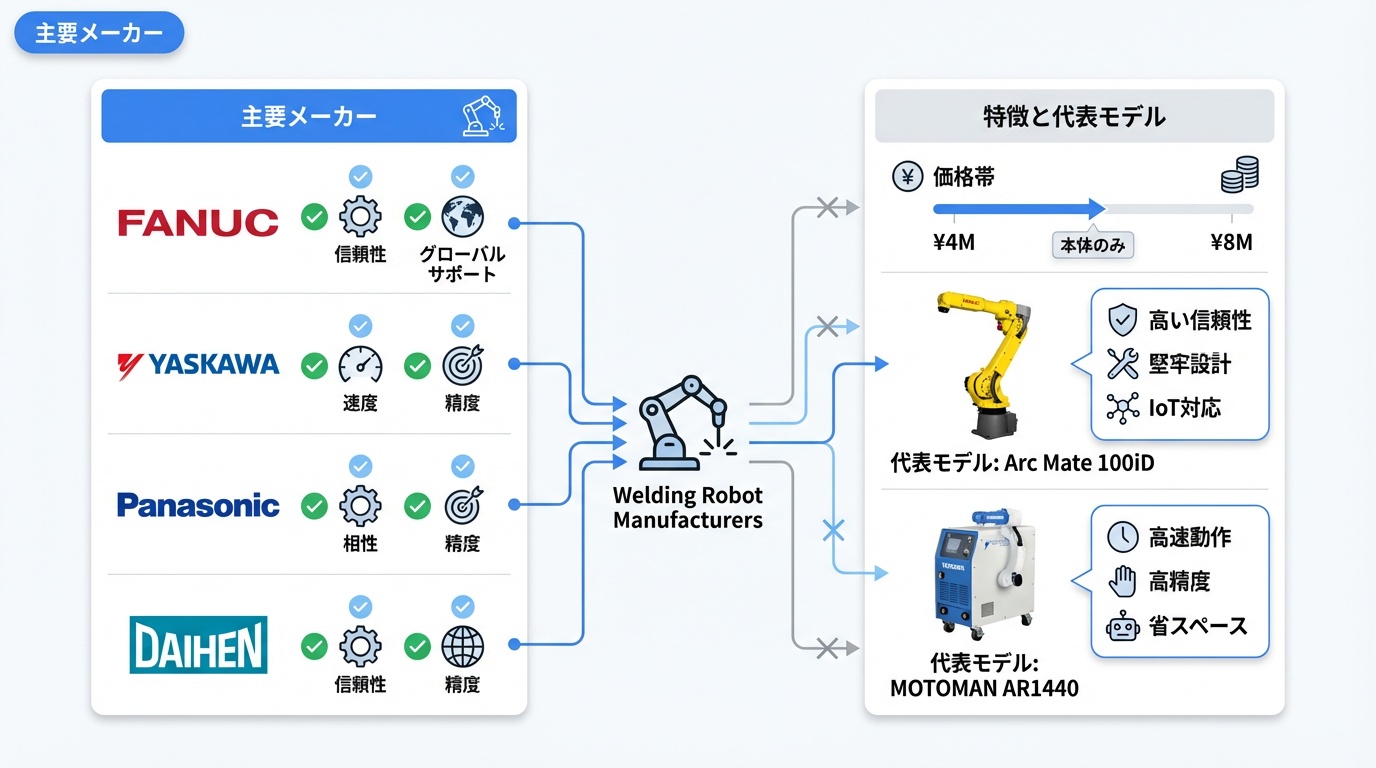
溶接ロボットの主要メーカーを紹介します。各社の強みと特徴を比較し、自社に適したメーカーを選定しましょう。
ファナック(FANUC)
世界最大のロボットメーカー。信頼性と充実したサポート体制が強みです。
- 代表機種:Arc Mate 100iD、Arc Mate 120iD
- 特徴:高い信頼性、グローバルサポート網
- 溶接電源:各社電源と接続可能(オープン仕様)
- 価格帯:400万〜800万円(本体のみ)
安川電機
サーボモーター技術で世界をリード。高速・高精度な動作が特徴です。
- 代表機種:MOTOMAN AR1440、AR2010
- 特徴:高速動作、省スペース設計
- 溶接電源:各社電源対応
- 価格帯:350万〜750万円(本体のみ)
パナソニック(Panasonic)
溶接機メーカーとしての強みを活かし、ロボット・電源・トーチを一体開発しています。
- 代表機種:TAWERS(溶接電源一体型)
- 特徴:溶接電源との高度な統合、Active WIREなど独自技術
- 価格帯:500万〜1,000万円(システム込み)
ダイヘン(DAIHEN)
アーク溶接に特化した国内トップメーカー。溶接電源の開発で高い技術力を持ちます。
- 代表機種:FD-V6、FD-V20
- 特徴:低スパッタ溶接(シンクロフィード)、高品質ビード
- 溶接電源:自社製Welbee(ウェルビー)シリーズ
- 価格帯:400万〜900万円(システム込み)
主要メーカー比較表
| メーカー | 強み | 溶接電源 | サポート | 価格帯 |
|---|---|---|---|---|
| ファナック | 信頼性・汎用性 | オープン仕様 | ◎ | 400万〜 |
| 安川電機 | 高速・高精度 | オープン仕様 | ◎ | 350万〜 |
| パナソニック | 電源統合 | 自社製 | ○ | 500万〜 |
| ダイヘン | 低スパッタ | 自社製 | ○ | 400万〜 |
自動車産業での活用
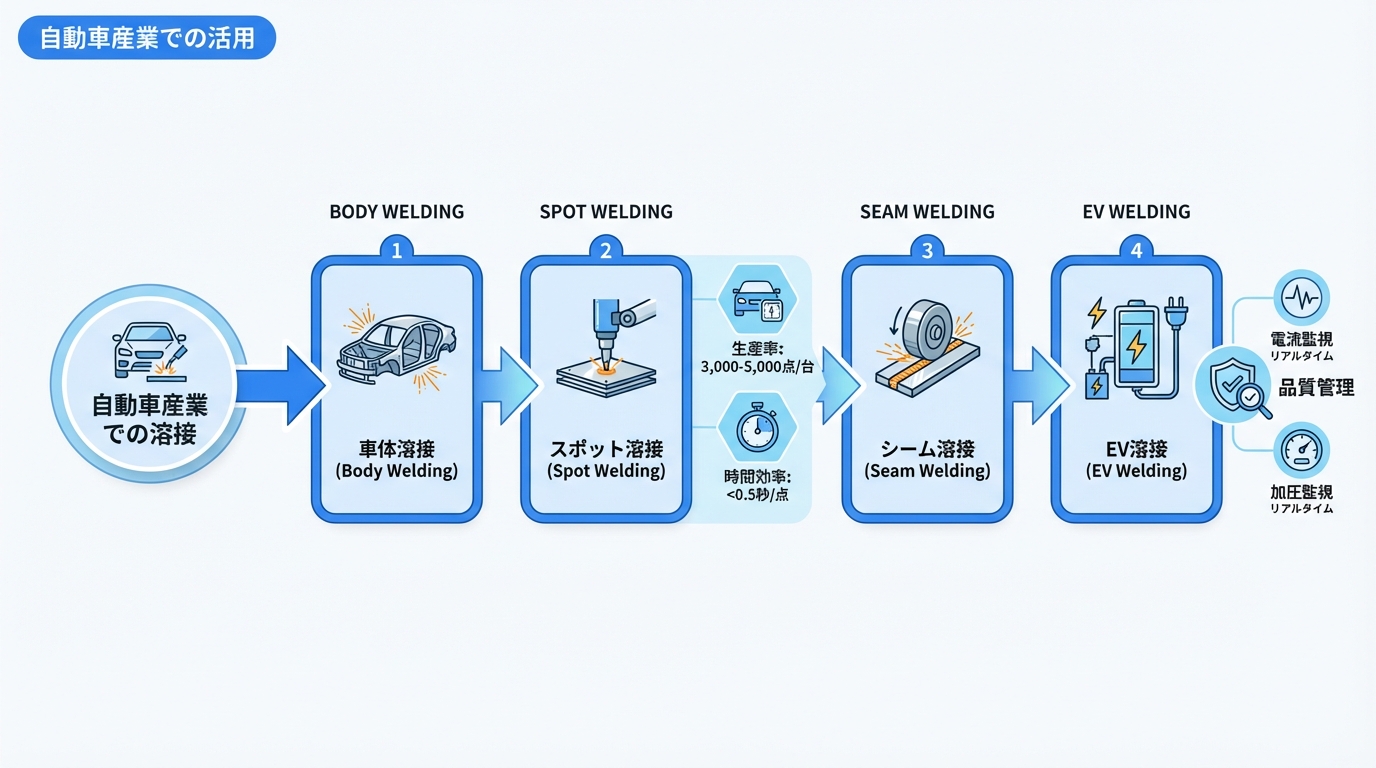
溶接ロボットの最大の導入先は自動車産業です。ボディ溶接からパワートレイン部品まで、幅広い工程で活用されています。
ボディ溶接(スポット溶接)
自動車ボディの組立では、1台あたり3,000〜5,000点のスポット溶接が行われます。
- 工程:アンダーボディ、サイドパネル、ルーフ接合
- 生産性:1点0.5秒以下、タクトタイム60秒/台
- 品質管理:電流・加圧力・通電時間をリアルタイム監視
シーム溶接
燃料タンクやマフラーなど、気密性が求められる部品の溶接に使用されます。
- 方式:連続抵抗溶接、レーザー溶接
- 用途:燃料タンク、マフラー、ドア部品
EV(電気自動車)向け溶接
電気自動車の普及に伴い、バッテリーパックの溶接需要が急増しています。
- バッテリーセル接合:レーザー溶接による超精密接合
- アルミボディ:軽量化のためアルミ部品のMIG溶接が増加
- 異種金属接合:アルミと銅の接合技術が重要に
生産ライン事例
大手自動車メーカーの生産ラインでは、数百台の溶接ロボットが稼働しています。
- トヨタ:1ライン約500台のスポット溶接ロボット
- Tesla:ギガファクトリーで大規模アルミ溶接自動化
- ドイツ系メーカー:レーザー溶接の積極導入
造船・建築での活用
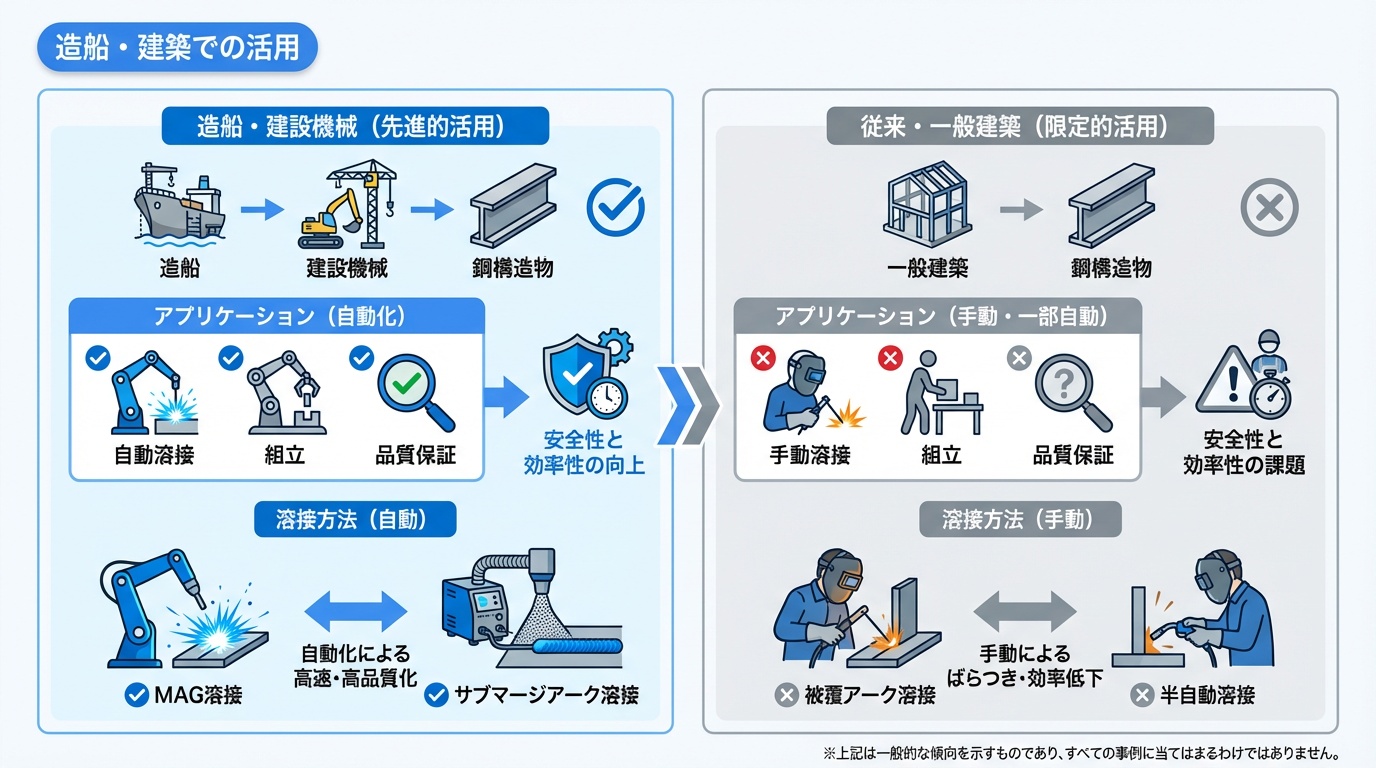
大型構造物を扱う造船・建築分野でも、溶接ロボットの導入が進んでいます。
造船業での活用
船舶の建造では、膨大な量の溶接作業が発生します。溶接品質が船舶の安全性に直結するため、ロボット化が進んでいます。
- パネルライン:平板ブロックの自動溶接
- 小組立:部材の仮組み・溶接
- 大組立:ブロック接合(一部自動化)
建設機械・鉄骨製造
建設機械(ショベル、クレーン)や鉄骨構造物の溶接にもロボットが活用されています。
- 対象:ブーム、アーム、フレーム部品
- 溶接方式:MAG溶接、サブマージアーク溶接
- 課題:大型ワーク、多品種少量への対応
現場溶接への展開
建設現場での溶接自動化も研究が進んでいます。可搬型溶接ロボットや、鉄骨上を走行するロボットが開発されています。
- 可搬型ロボット:現場に持ち込み可能な小型システム
- 走行型ロボット:鉄骨上を自走して溶接
- 課題:位置決め精度、環境変動への対応
|
AINOW編集部
|
造船・建築分野では大型ワークの搬送が課題ですが、門型ロボットの導入で対応が進んでいます。 |
品質管理
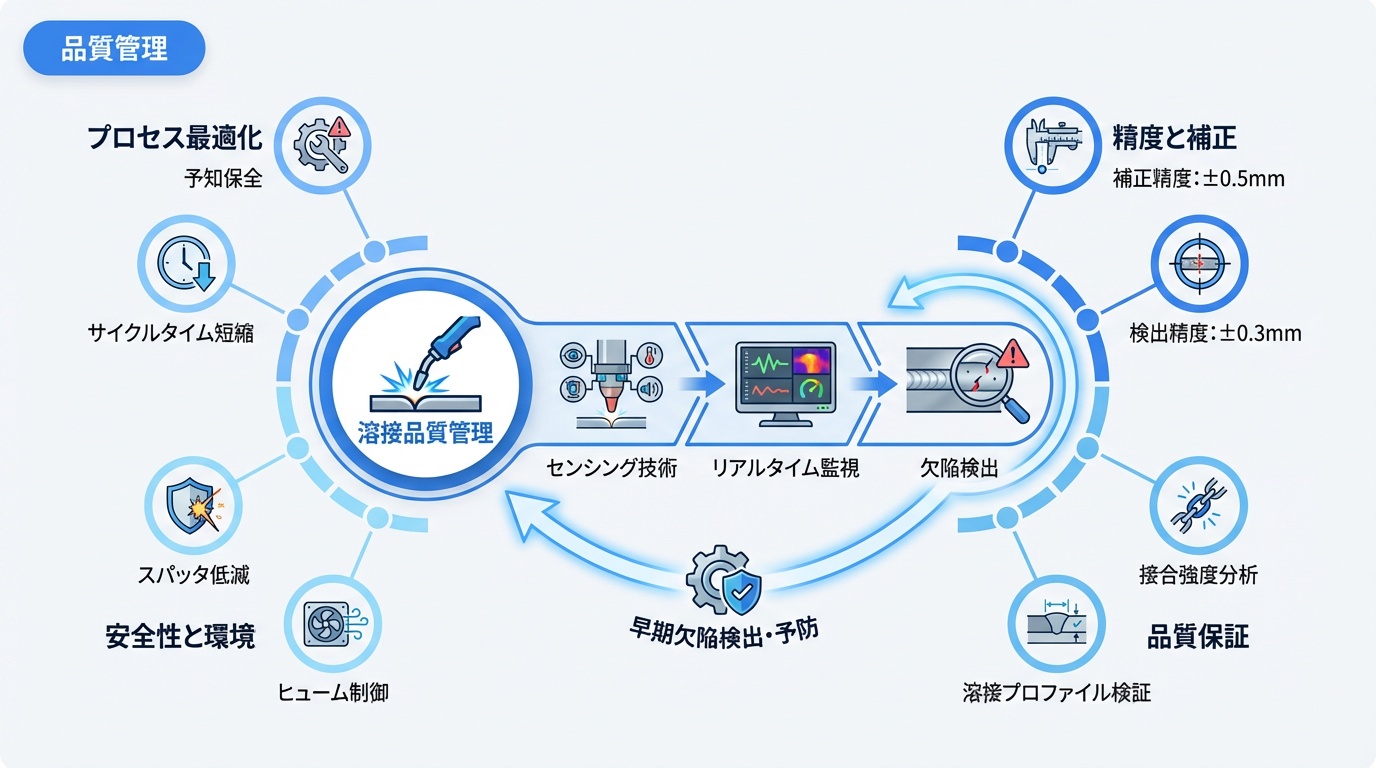
溶接ロボットの品質管理技術は年々進化しています。センシング技術とAIの活用で、溶接欠陥の早期検出と予防が可能になっています。
センシング技術
溶接中のリアルタイム監視により、品質の安定化と不良の早期検出を実現します。
アークセンシング
溶接アークの電流・電圧変化からトーチ位置を検出し、自動補正する技術です。
- 原理:ワイヤと母材の距離変化を電流変化から検出
- 補正精度:±0.5mm程度
- 用途:開先追従、隅肉溶接
タッチセンシング
溶接前にワイヤをワークに接触させ、位置を検出する技術です。
- 検出精度:±0.3mm程度
- 用途:溶接開始点の位置決め
レーザーセンシング
レーザー光で開先形状やワーク位置を高精度に検出します。
- 検出精度:±0.1mm以下
- 用途:開先形状認識、適応制御
アーク監視・溶接モニタリング
溶接電流・電圧・ワイヤ送給速度などをリアルタイムで監視し、異常を検出します。
- 監視項目:電流、電圧、ワイヤ送給速度、ガス流量
- データ活用:品質トレーサビリティ、予防保全
- 異常検出:スパッタ発生、チップ摩耗、ガス不足
溶接欠陥検出
溶接後の検査として、非破壊検査(NDT)技術が活用されています。
- 外観検査:AIビジョンによるビード形状・スパッタ検出
- 超音波検査:内部欠陥(ブローホール、割れ)の検出
- X線検査:重要保安部品の全数検査
導入効果とROI

溶接ロボット導入の費用対効果を具体的な数値で解説します。
生産性向上効果
|
初期コスト内訳
| 項目 | 金額(目安) | 備考 |
|---|---|---|
| ロボット本体 | 350万〜700万円 | 6軸アーク溶接ロボット |
| 溶接電源 | 100万〜300万円 | デジタル制御 |
| ポジショナー | 100万〜500万円 | サイズによる |
| 周辺機器 | 50万〜200万円 | 安全柵、集塵機等 |
| システム構築費 | 200万〜500万円 | 設置・調整・教示 |
| 合計 | 800万〜2,200万円 | – |
ROI計算例
溶接工2名分の作業をロボット1台で代替した場合:
- 導入コスト:1,500万円
- 年間削減人件費:500万円×2名=1,000万円
- ランニングコスト増:100万円(電気代、消耗品、保守)
- 純削減額:900万円/年
- 投資回収期間:約1.7年
品質安定化効果
- 手直し工数削減:50〜80%削減
- 材料ロス削減:スパッタ減少で10〜20%削減
- クレーム対応コスト削減:品質トレーサビリティ確保
作業環境改善効果
- 労災リスク低減:溶接ヒューム、紫外線、熱から作業者を保護
- 採用優位性:過酷な作業の削減で人材確保が容易に
- 技術継承:熟練技術のデジタル化・プログラム化
導入時の注意点
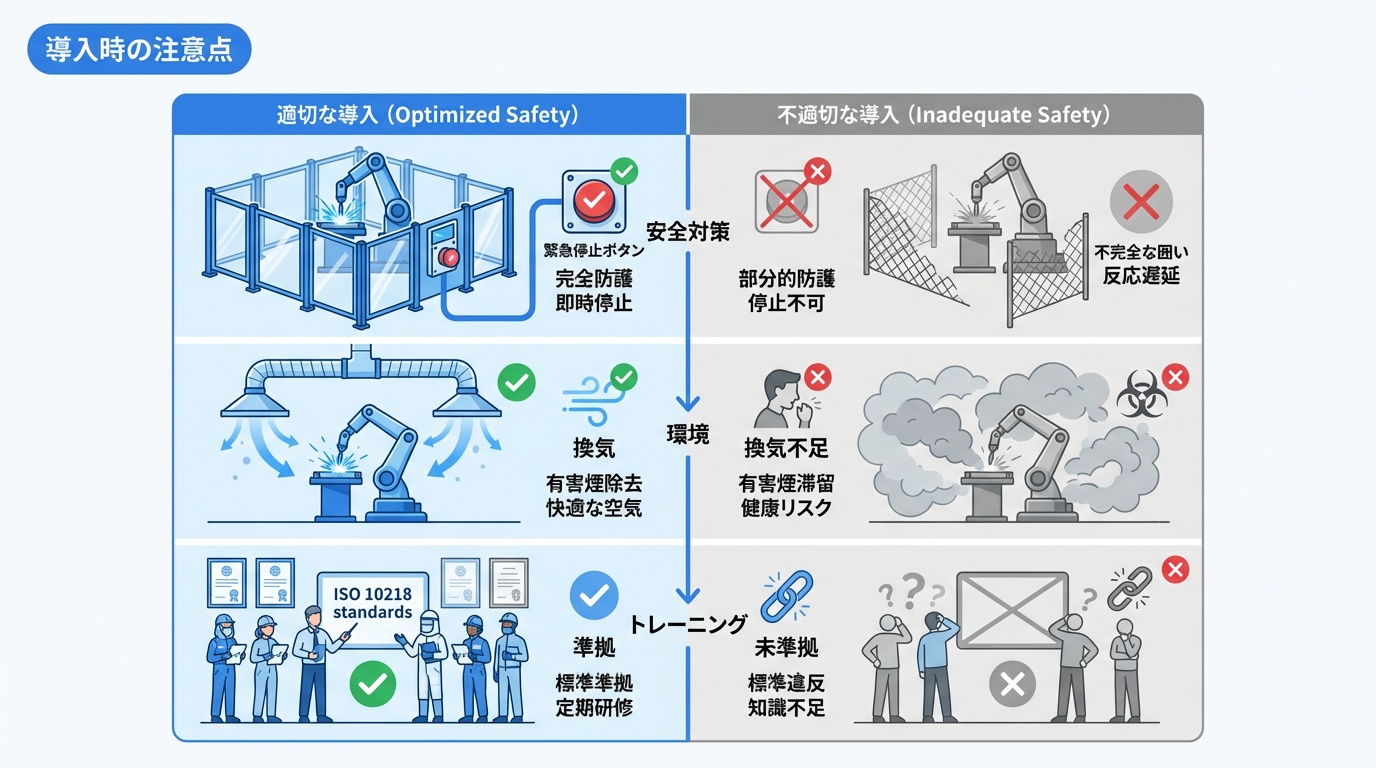
溶接ロボット導入時に注意すべきポイントを解説します。安全対策、作業環境、人材育成の3つの観点が重要です。
安全対策
溶接ロボットは高温・高電圧を扱うため、厳格な安全対策が必要です。
- 安全柵:ISO 10218に準拠した安全柵・光カーテンの設置
- 非常停止:複数箇所に非常停止ボタンを配置
- リスクアセスメント:導入前に危険源を特定し、対策を実施
- インターロック:扉開放時のロボット停止機構
換気・集塵対策
溶接ヒューム(金属蒸気)は人体に有害であり、適切な換気が必須です。
- 局所排気装置:溶接トーチ近傍で集塵
- 全体換気:作業場全体の換気量確保
- 集塵機:ヒューム濃度を法定基準以下に維持
- 法規制:溶接ヒューム(マンガン)の濃度管理が2021年から強化
資格・教育
溶接ロボットの操作には、法定資格と適切な教育が必要です。
- 産業用ロボット特別教育:労働安全衛生法に基づく法定教育(教示・検査)
- 溶接管理技術者:溶接条件の設定・品質管理を担当
- メーカー研修:ロボット操作・保守の技能習得
- 社内教育:自社設備に特化したOJT
|
AINOW編集部
|
産業用ロボット特別教育は法定義務です。メーカーや教育機関で2日間程度の講習を受講しましょう。 |
最新動向(2026年)
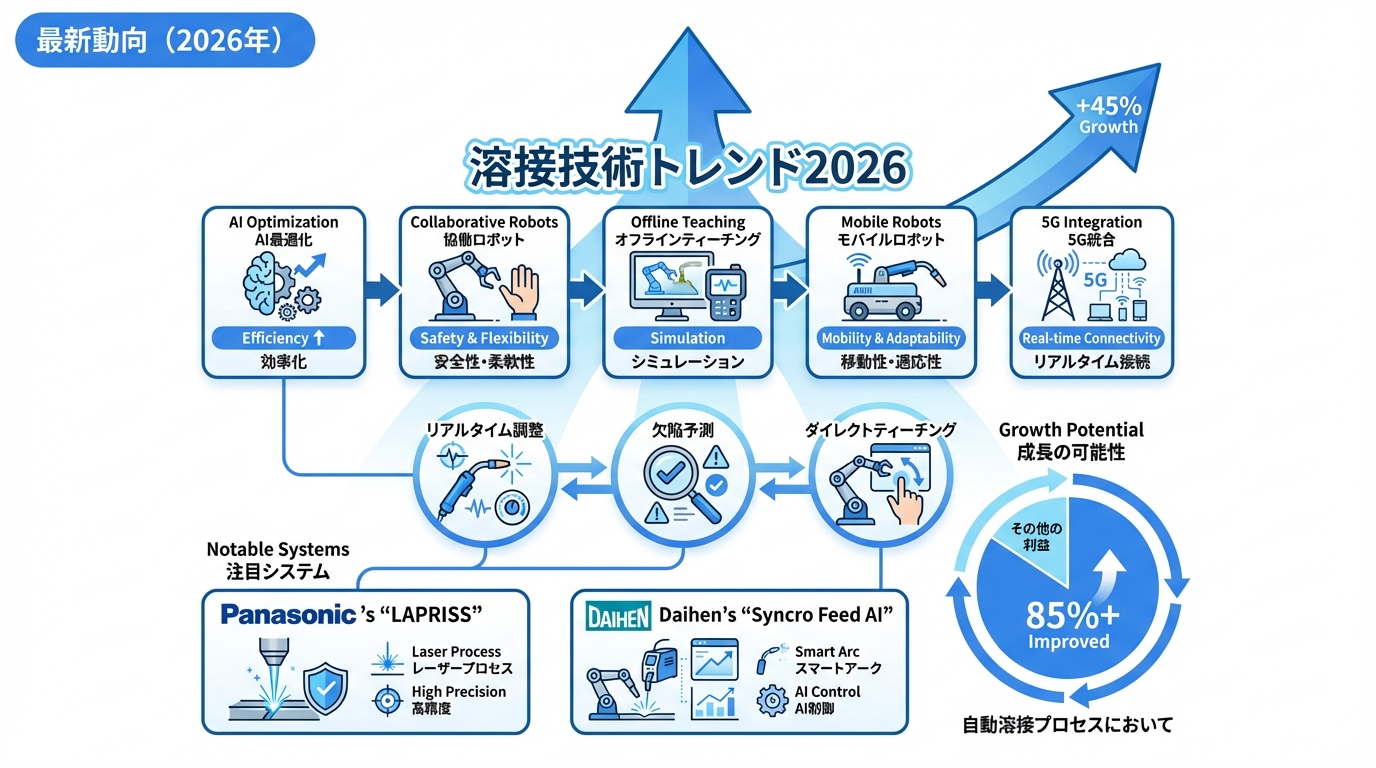
2026年現在の溶接ロボット最新技術とトレンドを紹介します。AI技術の進歩により、溶接自動化は新たなステージに入っています。
AIによる溶接条件最適化
機械学習を活用し、溶接条件(電流・電圧・速度)を自動最適化する技術が実用化されています。
- 適応制御:リアルタイムで溶接条件を自動調整
- 外観予測:AIがビード形状を予測し、最適条件を提案
- 欠陥予測:溶接中のデータから欠陥発生を予測
パナソニックの「LAPRISS」やダイヘンの「シンクロフィードAI」など、AI搭載溶接システムが市場に登場しています。これらは溶接データを学習し、材質・板厚・姿勢に応じた最適条件を自動設定します。
協働溶接ロボット
安全柵なしで人と協働できる溶接ロボットの開発が進んでいます。
- ダイレクトティーチング:作業者がトーチを手で導いて教示
- 簡易プログラミング:タブレット操作で溶接パスを設定
- 中小企業向け:300〜500万円で導入可能なモデルも
オフラインティーチング・デジタルツイン
3D CADデータから溶接プログラムを自動生成する技術が進化しています。
- オフラインティーチング:PCで溶接パスを作成し、ロボットに転送
- デジタルツイン:仮想空間でシミュレーション・最適化
- CAD/CAM連携:設計データから溶接プログラムを自動生成
移動型溶接ロボット
AMR(自律移動ロボット)と溶接ロボットを組み合わせた移動型システムが登場しています。
- 用途:造船、橋梁、大型構造物
- 特徴:ロボットが自律移動し、複数箇所で溶接
- 課題:位置決め精度、振動対策
5G・クラウド連携
5G通信とクラウドを活用した遠隔監視・最適化が可能になっています。
- 遠隔監視:溶接状況をリアルタイムでクラウドに送信
- 予知保全:AIが消耗品交換時期を予測
- ベンチマーク:複数拠点のデータを比較・分析
よくある質問
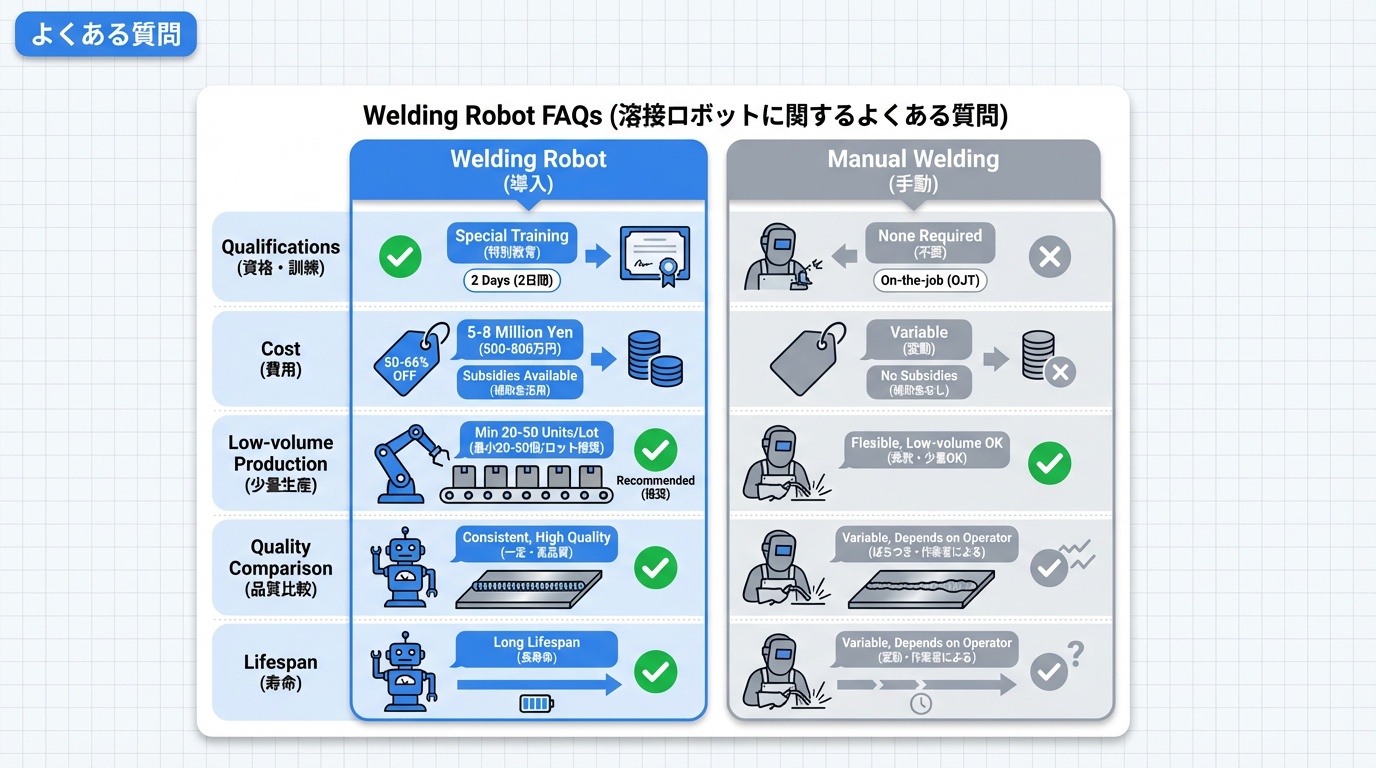
Q. 溶接ロボット導入に必要な資格は?
A. 産業用ロボット特別教育(教示・検査)の受講が法的に義務付けられています。溶接に関しては、品質管理を担当する溶接管理技術者(WES)の配置が推奨されます。特別教育は2日間程度で、ロボットメーカーや教育機関で受講可能です。
Q. 中小企業でも導入できますか?
A. 可能です。協働溶接ロボットの登場により、500〜800万円程度で導入できるシステムが増えています。「ものづくり補助金」を活用すれば、1/2〜2/3の補助を受けられる場合もあります。
Q. 多品種少量生産でもロボット化できますか?
A. オフラインティーチングやAI技術の進歩により、以前より対応しやすくなっています。ただし、1ロット10個以下の超少量生産では、段取り時間がネックになる場合があります。最低でも同一品種20〜50個/ロットが目安です。
Q. 手溶接とロボット溶接の品質に差はありますか?
A. 適切に設定されたロボット溶接は、熟練工の手溶接と同等以上の品質を安定して実現できます。特に長時間作業での品質安定性はロボットが優れています。ただし、複雑な形状や狭所溶接では、熟練工の技能が勝る場合もあります。
Q. 溶接ロボットの耐用年数は?
A. 適切なメンテナンスを行えば10〜15年程度稼働します。税法上の法定耐用年数は10年です。減速機やモーターなどの消耗部品は5〜8年で交換が必要になる場合があります。
まとめ|溶接ロボット導入ガイド
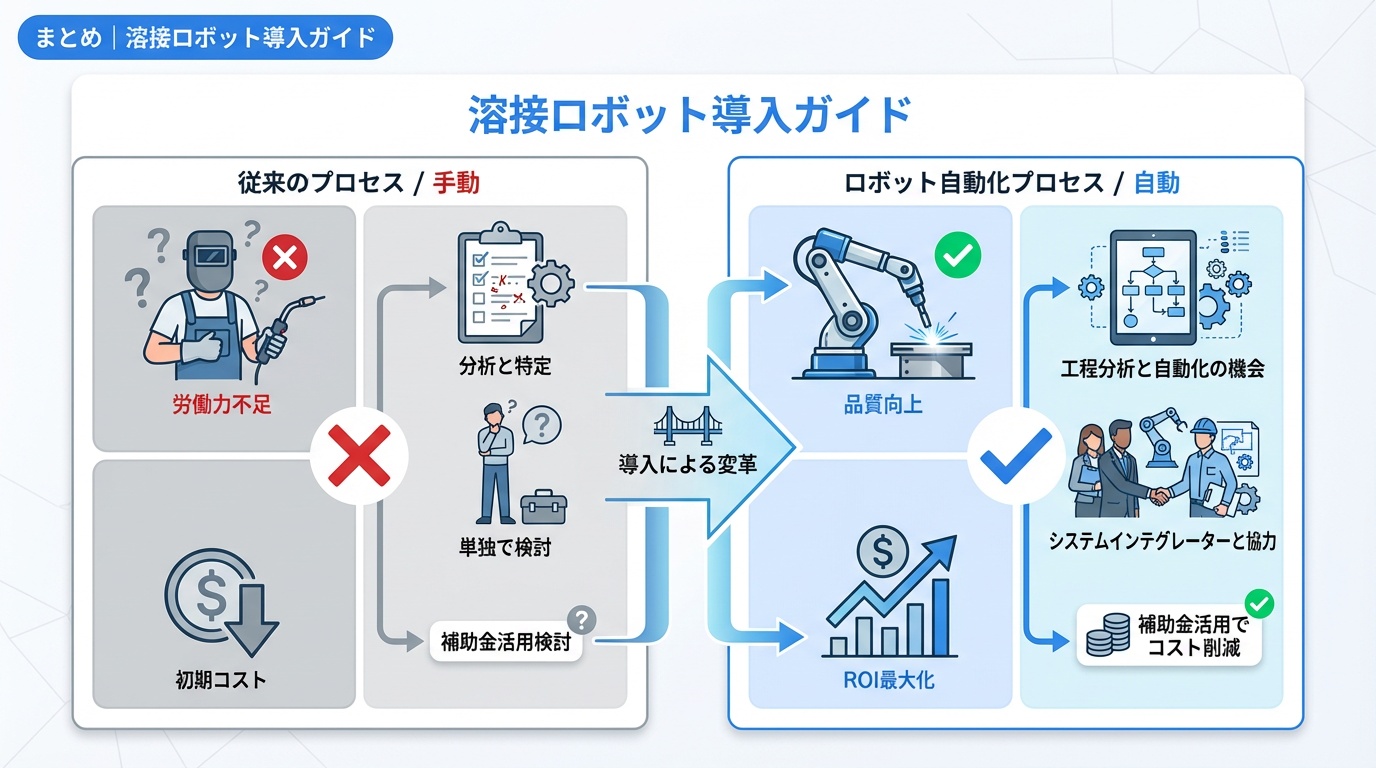
溶接ロボットは、製造業の人手不足対策と品質向上を両立する有効な手段です。本記事のポイントをまとめます。
|
溶接ロボットの導入を検討する際は、まず自社の溶接工程を分析し、自動化に適した作業を特定することから始めましょう。信頼できるシステムインテグレーターと連携し、段階的に導入を進めることが成功の鍵です。補助金の活用も検討し、投資対効果を最大化することをお勧めします。
産業用ロボットの基礎知識については、産業用ロボット入門ガイドも合わせてご覧ください。協働ロボットについては協働ロボット(コボット)ガイドで詳しく解説しています。
https://ainow.jp/industrial-robot-guide/
https://ainow.jp/physical-ai/
 GitHub Copilot
GitHub Copilot Replit Agent
Replit Agent Cline
Cline Dify
Dify Jinbaflow
Jinbaflow