製造業における品質管理の要となる検査工程。従来は人間の目視に頼っていた外観検査や品質検査が、AIとロボットビジョン技術の進化により、高精度かつ高速な自動化が可能になっています。
本記事では、検査ロボットの基礎から最新の外観検査技術、導入事例、ROI分析まで、2026年の最新動向を踏まえて徹底解説します。
検査ロボットとは?
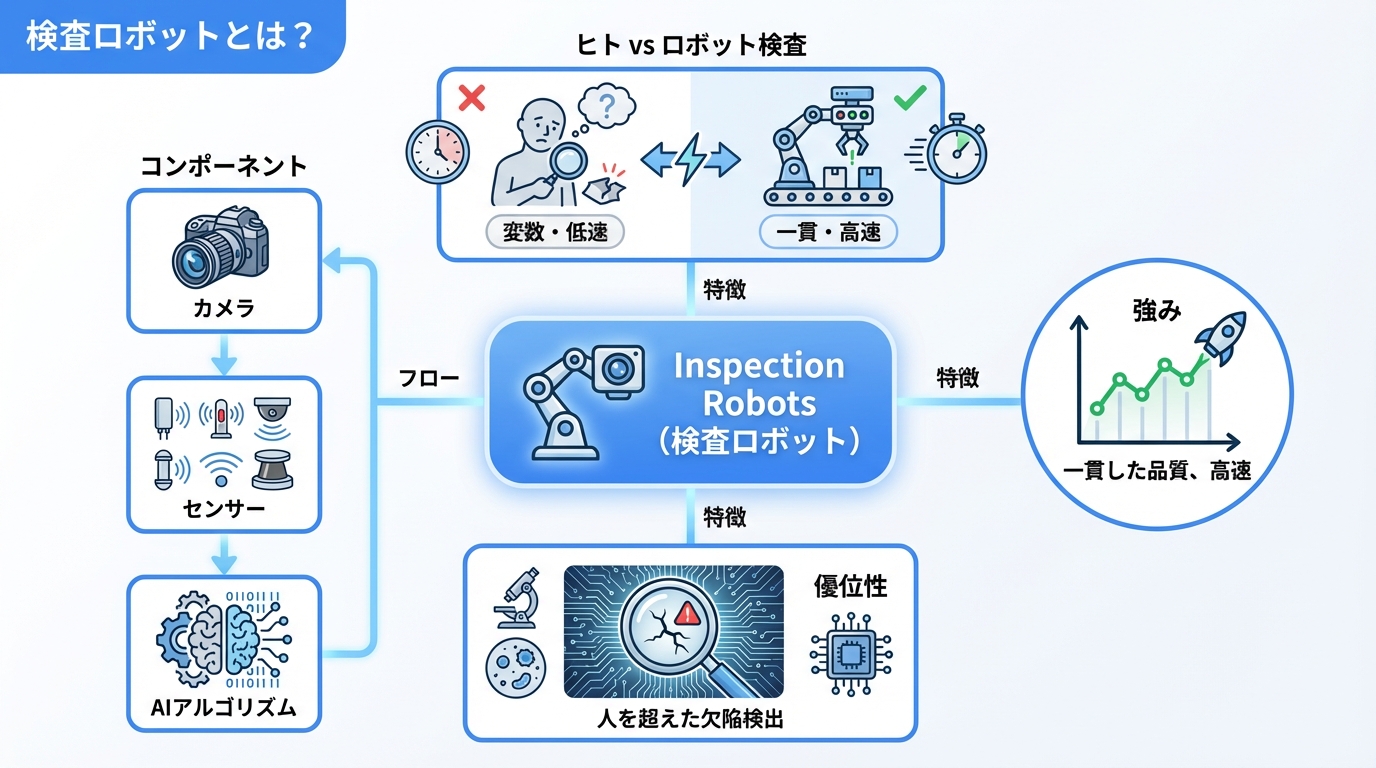

検査ロボットとは、製品や部品の品質を自動で検査するためのロボットシステムです。カメラやセンサーを搭載し、AIアルゴリズムと組み合わせることで、人間以上の精度と速度で欠陥を検出します。
人間による検査との違い
| 項目 | 人間による検査 | 検査ロボット |
|---|---|---|
| 検査速度 | 1個あたり数秒〜数十秒 | 1個あたり0.1〜1秒 |
| 精度 | 90〜95%(疲労で低下) | 99%以上(安定) |
| 稼働時間 | 8時間/日(休憩必要) | 24時間連続稼働可能 |
| 検出可能な欠陥 | 肉眼で見える範囲 | 微細欠陥・内部欠陥も可能 |
| データ記録 | 手動記録が必要 | 自動でトレーサビリティ確保 |
検査ロボットの最大の強みは、一貫した品質基準を維持しながら、人間では不可能な速度と精度で検査を行える点です。特に微細な傷や寸法誤差の検出において、その能力は人間を大きく上回ります。
外観検査技術
外観検査は検査ロボットの最も一般的な用途です。使用する技術によって、検出できる欠陥の種類や精度が異なります。
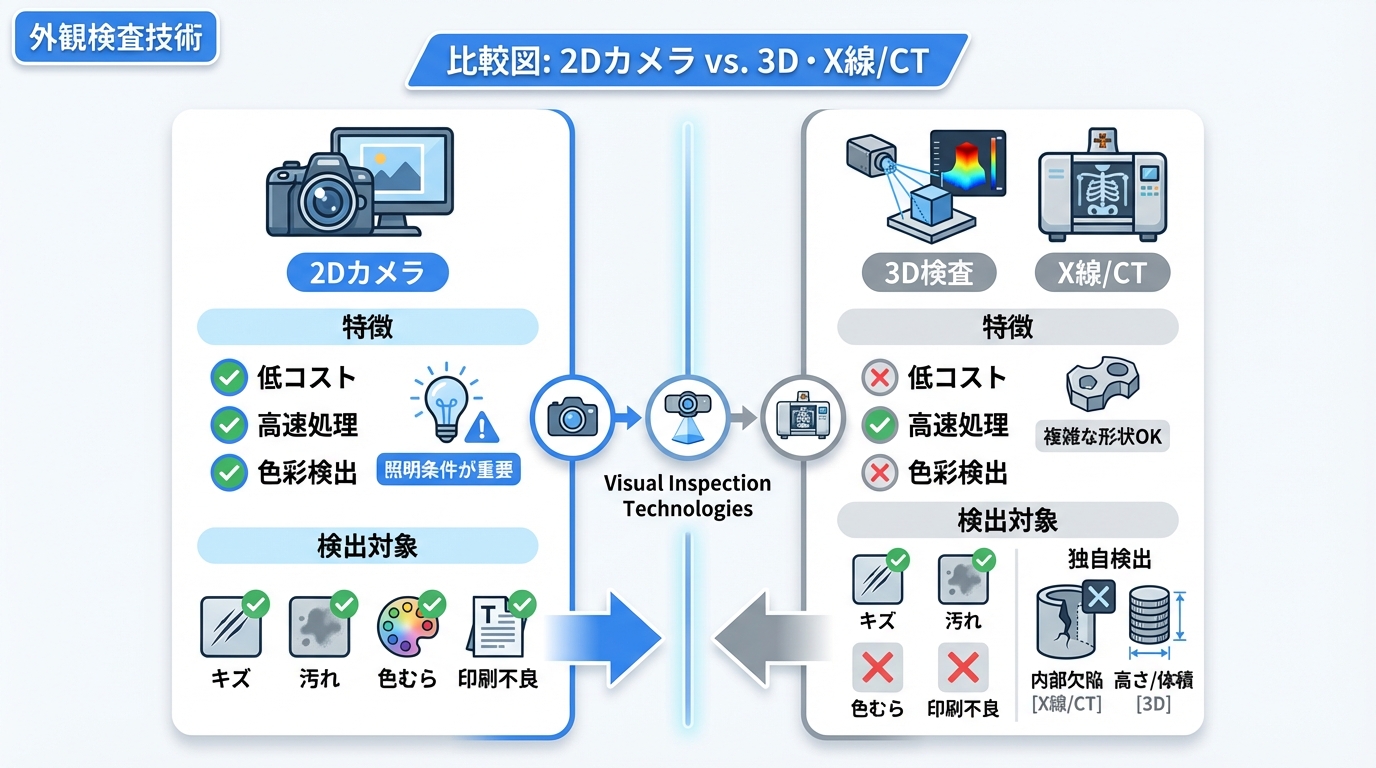
2Dカメラ検査
最も普及している検査方式で、産業用カメラで製品を撮影し、画像処理で欠陥を検出します。表面の傷、汚れ、色ムラ、印刷ミスなどの検出に適しています。
主な特徴:
- 導入コストが比較的低い
- 高速処理が可能(ラインスピード対応)
- カラーカメラで色検査も可能
- 照明条件の設定が重要
3D検査
立体形状を計測する検査方式で、高さ・深さ・体積などを測定できます。レーザー変位計やステレオカメラ、構造化光方式などが使われます。
検出可能な欠陥:
- 凹み・突起
- 寸法誤差
- 変形・反り
- はんだ量の過不足
X線・CT検査
製品内部を非破壊で検査できる技術です。電子部品のはんだ接合部、鋳造品の内部空洞、食品の異物混入などを検出します。
適用分野:
- 電子基板のBGA・QFN検査
- 自動車部品の溶接・鋳造検査
- 食品の異物検査
- 医薬品の包装検査
検査用AIアルゴリズム
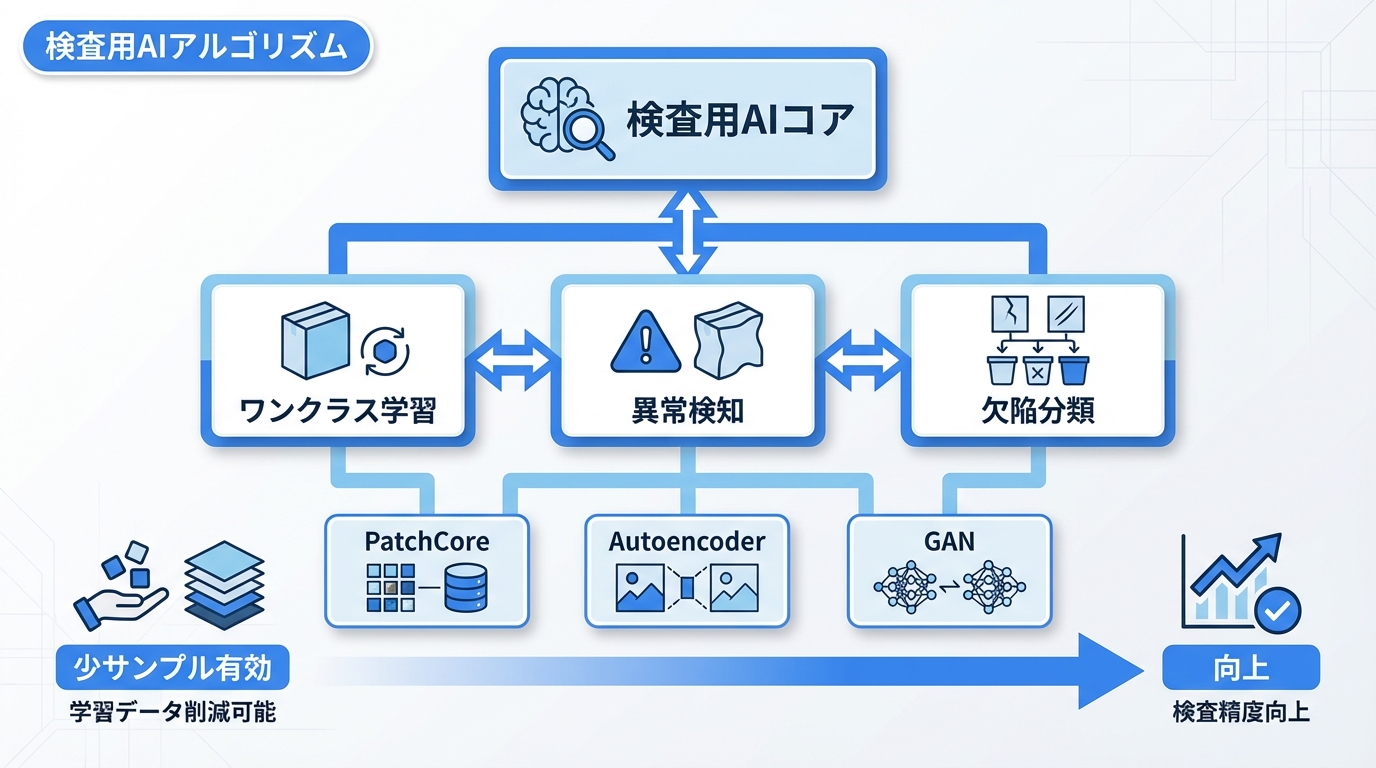
検査ロボットの「頭脳」となるAIアルゴリズムは、検査精度を左右する最重要技術です。ロボットビジョンと深層学習の組み合わせにより、従来は自動化が困難だった検査も可能になっています。
異常検知(Anomaly Detection)
正常品のデータのみから学習し、正常から外れたものを異常として検出する手法です。不良品のサンプルが少ない場合に有効です。
代表的な手法:
- オートエンコーダー(再構成誤差による検知)
- GAN(生成モデルによる異常検知)
- PatchCore(事前学習モデル活用)
欠陥分類(Defect Classification)
検出された欠陥の種類を分類する技術です。傷、汚れ、欠け、気泡など、欠陥タイプごとに原因分析や対策を行うために重要です。
CNNベースの画像分類モデルが広く使われ、数十〜数百枚の学習画像で高精度な分類が可能になっています。
良品学習(One-Class Learning)
良品画像のみから学習し、良品の特徴から外れたものを不良として判定する手法です。新製品の立ち上げ時など、不良サンプルが入手困難な場合に特に有効です。
主要製品・ソリューション
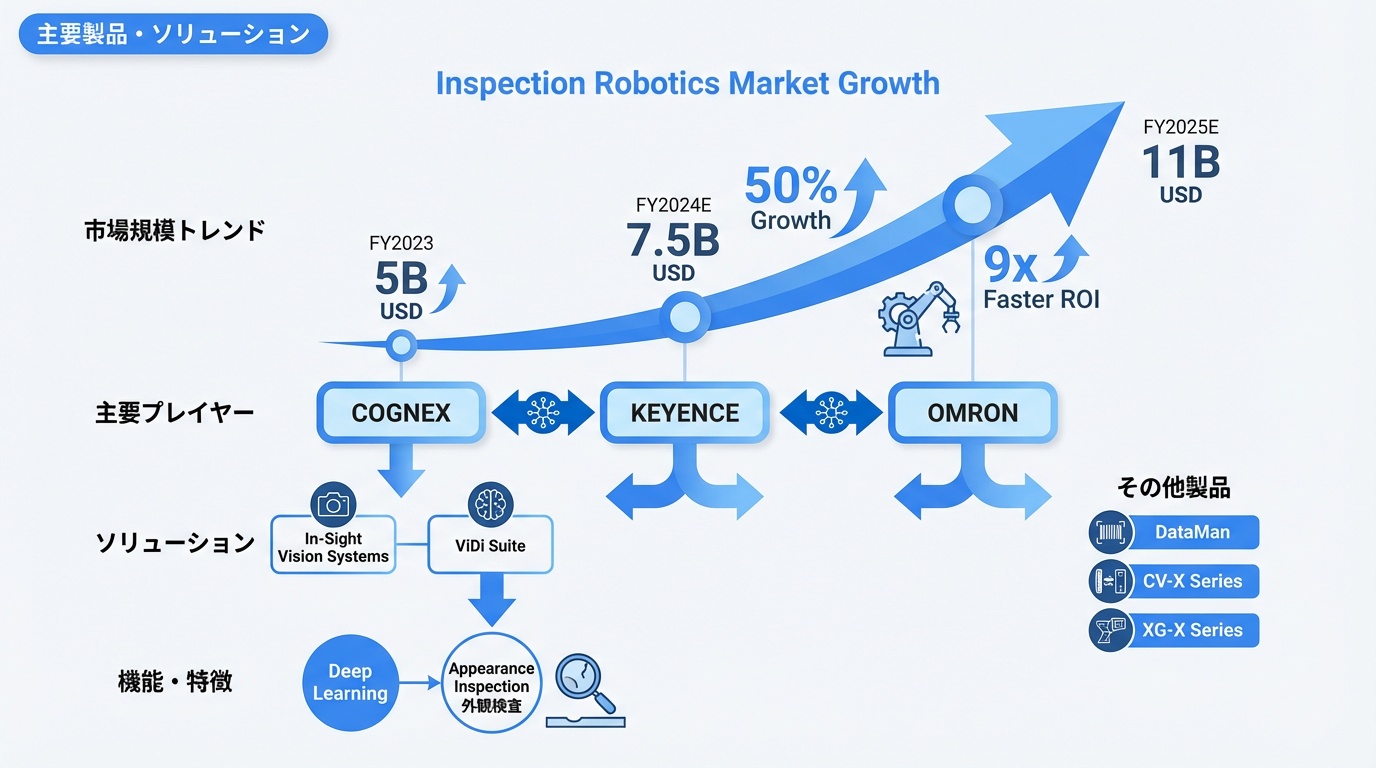
検査ロボット市場には、グローバル企業から日本メーカーまで、多くのプレイヤーが存在します。
Cognex(コグネックス)
マシンビジョン業界のグローバルリーダー。ViDi Suiteによる深層学習ベースの外観検査ソリューションを提供しています。
主要製品:
- In-Sight Vision Systems
- ViDi Suite(深層学習)
- DataMan(コードリーダー)
Keyence(キーエンス)
日本発のFA機器メーカーで、使いやすさと高性能を両立した製品が特徴です。
主要製品:
- CV-Xシリーズ(画像センサ)
- XG-Xシリーズ(画像処理システム)
- LJ-Xシリーズ(3D計測)
OMRON(オムロン)
FAセンサーから協働ロボットまで幅広い製品を展開。ロボットアームとの統合ソリューションも提供しています。
主要製品:
- FHシリーズ(画像センサ)
- FZ5シリーズ(AIによる外観検査)
- TMシリーズ(協働ロボット)
導入事例
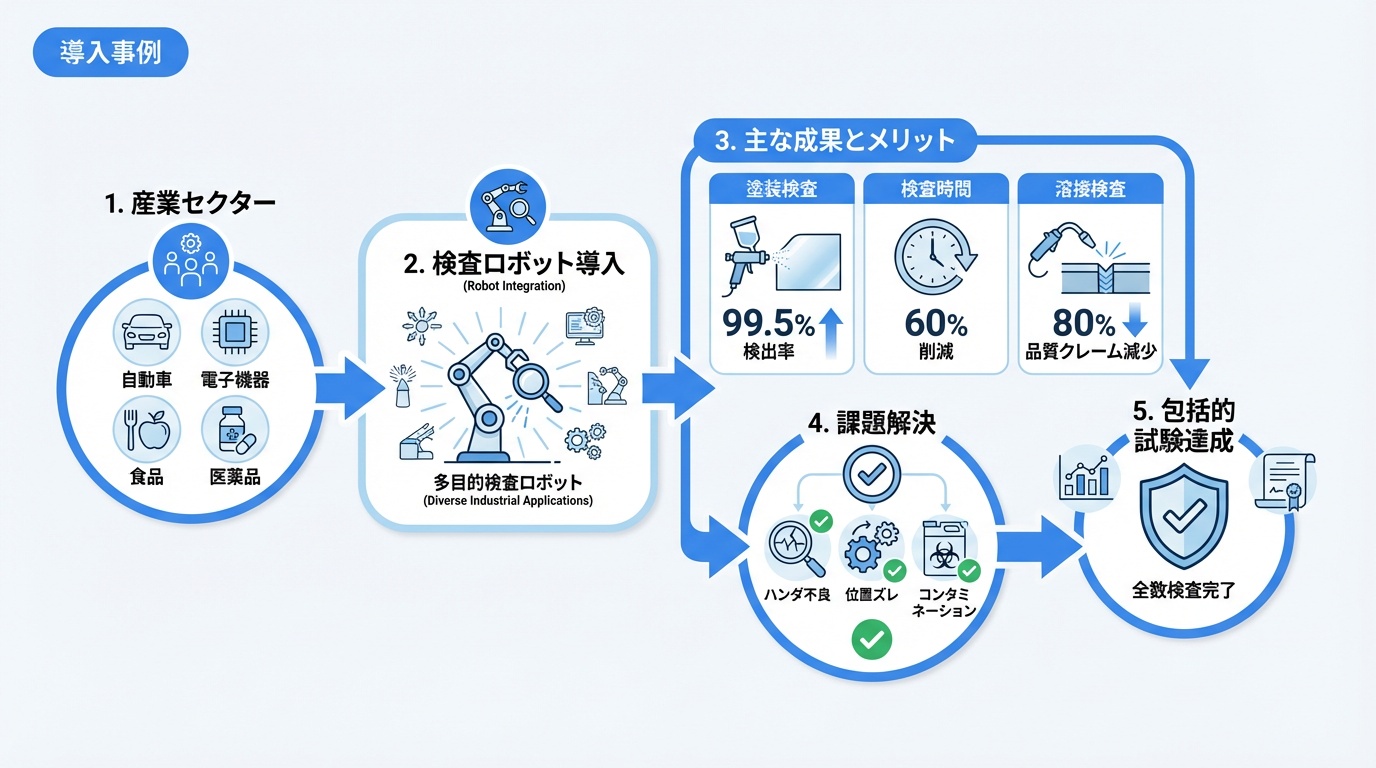
検査ロボットは、様々な産業分野で導入が進んでいます。
自動車産業
塗装面の微細な傷やムラ、溶接部の品質、部品の寸法精度など、多岐にわたる検査に活用されています。
導入効果例:
- 塗装検査:検出率99.5%以上、検査時間60%削減
- 溶接検査:全数検査を実現、品質クレーム80%削減
電子部品
半導体パッケージ、プリント基板、コネクタなどの微細な検査に必須となっています。
検査項目:
- はんだ付け不良(ブリッジ、オープン、ボイド)
- 部品実装ずれ・欠品
- 異物付着・パターン欠損
食品産業
異物混入検査、包装検査、ラベル検査など、食の安全を守る重要な役割を担っています。
活用例:
- X線による金属・石・ガラス片検出
- カメラによる変色・カビ・虫食い検出
- 重量・形状による規格外品の選別
医薬品
製薬業界では、GMP規制に準拠した検査の自動化が進んでいます。
検査対象:
- 錠剤の欠け・割れ・変色
- アンプル・バイアルの異物・液面
- 包装の印字・シール状態
非破壊検査ロボット
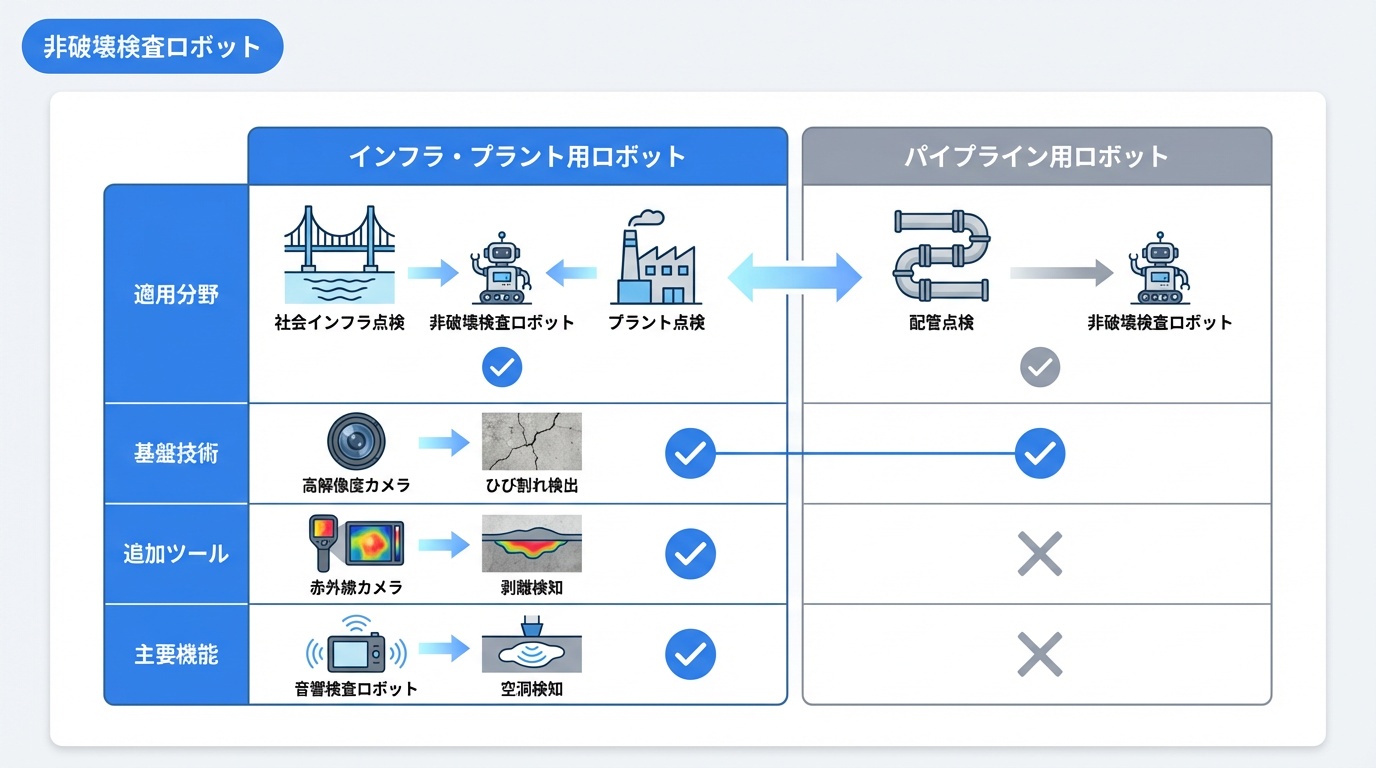
製品検査だけでなく、インフラや設備の点検にも検査ロボットの活用が広がっています。
インフラ点検
橋梁、トンネル、道路などの社会インフラの老朽化対策として、ドローンや走行型ロボットによる点検が普及しています。
検査技術:
- 高解像度カメラによるクラック検出
- 赤外線カメラによる剥離・浮き検出
- 打音検査ロボットによる空洞検出
配管検査
工場やプラントの配管内部を検査するパイプライン検査ロボットが活躍しています。
検査項目:
- 腐食・減肉の検出
- 溶接部の欠陥検査
- 堆積物・異物の確認
プラント点検
石油化学プラントや発電所など、危険環境での点検作業を検査ロボットが代行します。防爆仕様のロボットや、高所作業用のクローラー型ロボットなどが開発されています。
導入効果とROI
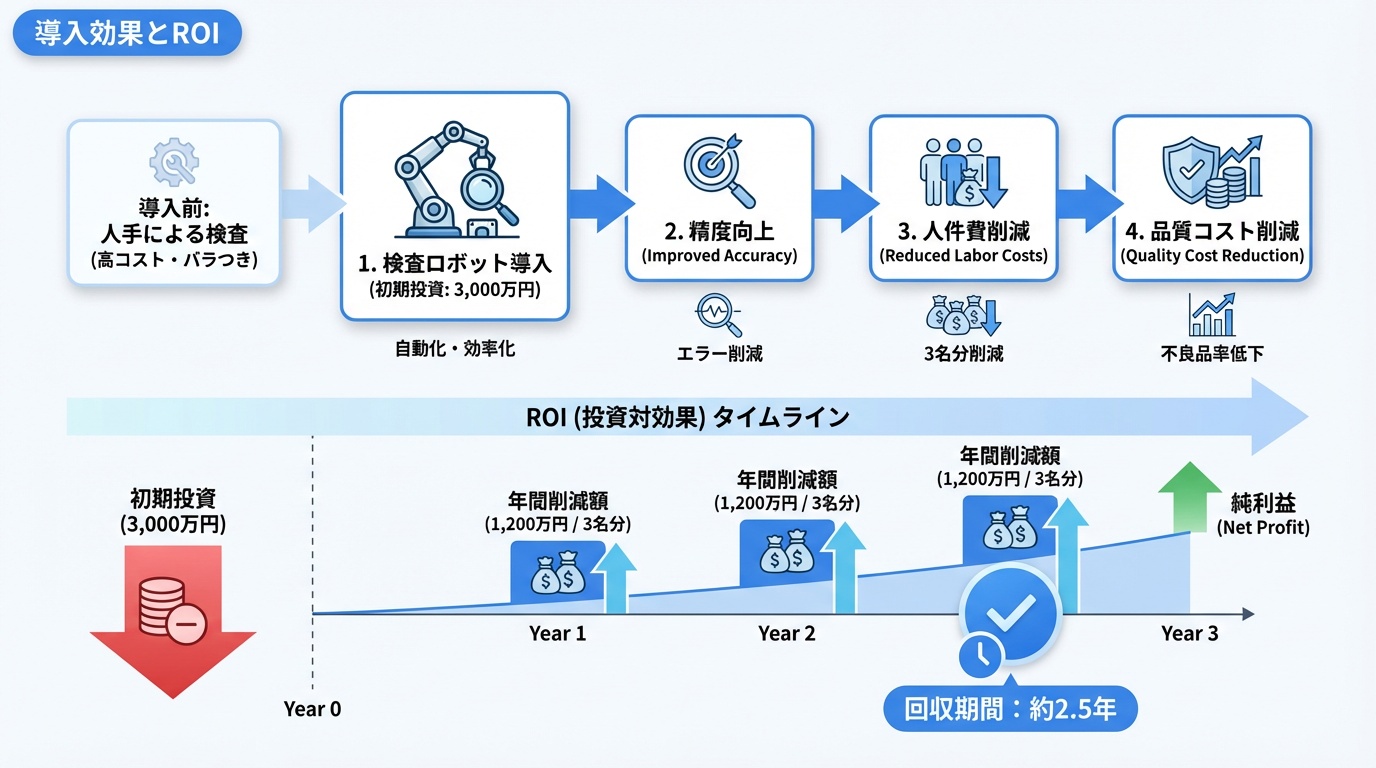
検査ロボットの導入は、単なるコスト削減だけでなく、品質向上や競争力強化にも貢献します。
検査精度向上
| 指標 | 人間検査 | ロボット検査 | 改善率 |
|---|---|---|---|
| 検出率 | 90〜95% | 99%以上 | +5〜10% |
| 過検出率 | 5〜10% | 1〜3% | -70% |
| 見逃し率 | 5〜10% | 1%以下 | -90% |
人件費削減
検査ロボットの導入により、検査要員の削減や配置転換が可能になります。
ROI計算例:
- 初期投資:3,000万円(システム一式)
- 年間削減コスト:1,200万円(検査員3名分)
- 投資回収期間:約2.5年
品質コスト削減
不良流出の削減により、クレーム対応コストや市場回収リスクを大幅に低減できます。
導入時の課題
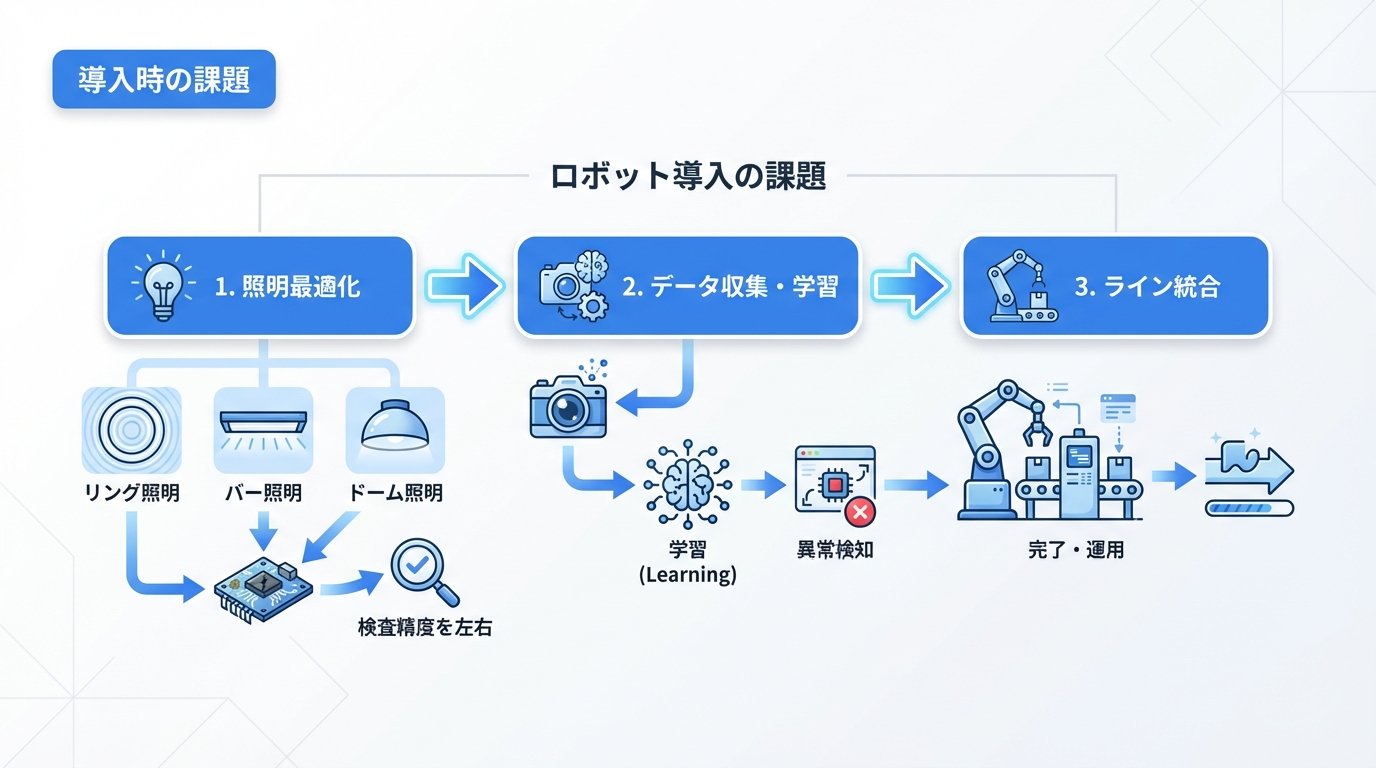
検査ロボットの導入には、いくつかの技術的・運用上の課題があります。
照明条件の最適化
外観検査において、照明は検査精度を左右する最重要要素です。製品の材質や形状、検出したい欠陥の種類に応じて、適切な照明方式を選択する必要があります。
主な照明方式:
- リング照明:均一な拡散光
- バー照明:方向性のある光
- 同軸落射照明:鏡面検査向け
- ドーム照明:影を出さない全方向照明
学習データ収集
AI検査システムの精度は、学習データの質と量に大きく依存します。特に不良品サンプルの収集は、実際の製造現場では困難な場合があります。
対策:
- 良品学習(異常検知)の活用
- データ拡張技術の適用
- 合成データの生成
- 転移学習の活用
既存ラインへの統合
既存の製造ラインに検査ロボットを追加する場合、スペース、タクトタイム、通信インターフェースなどの制約を考慮する必要があります。
最新動向(2026年)
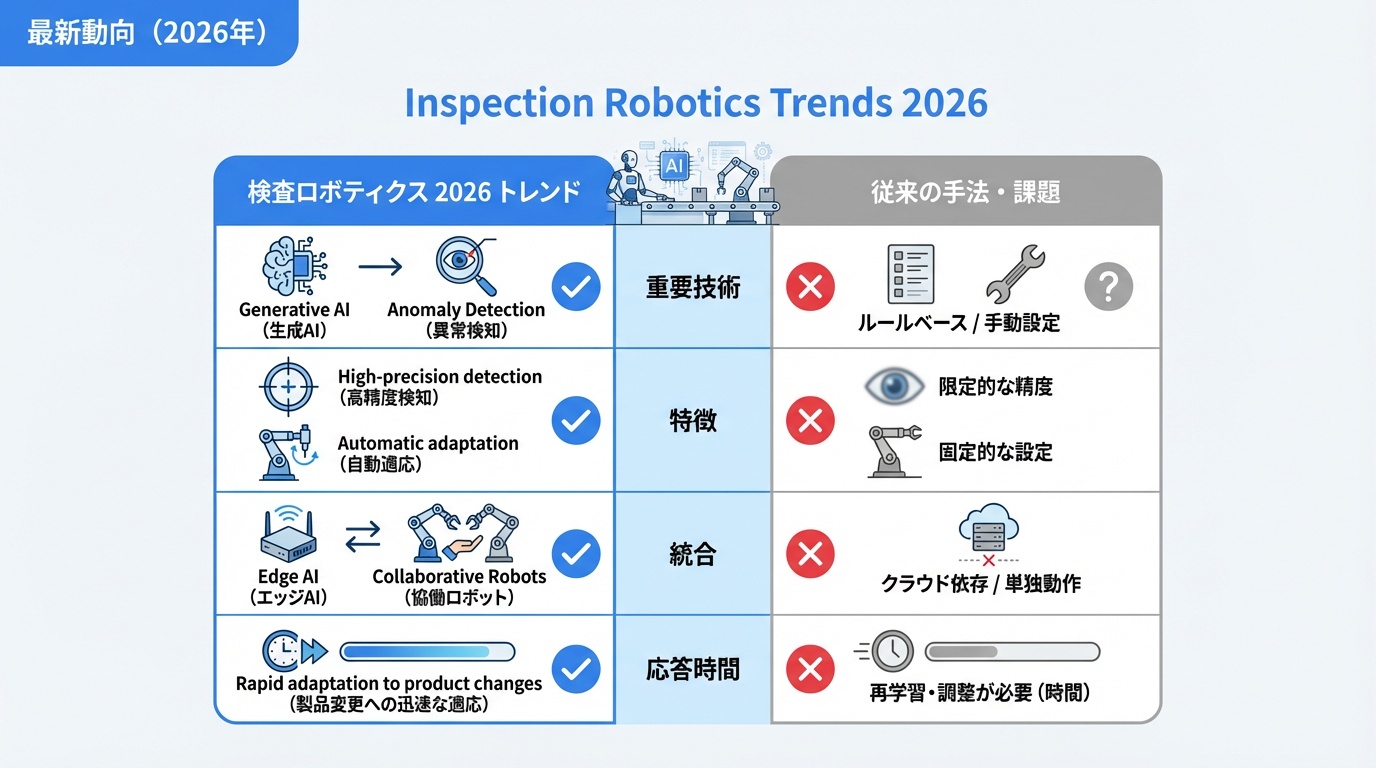
検査ロボット技術は、AI技術の進化とともに急速に発展しています。
生成AIによる異常検出
2026年の最新トレンドとして、生成AI(Generative AI)を活用した異常検出が注目されています。
技術動向:
- 拡散モデルによる高精度な異常検知
- Vision-Language Modelによる欠陥説明生成
- マルチモーダルAIによる複合的な品質判定
自己学習システム
運用中に継続的に学習を行い、検査精度を向上させる自己学習(Self-Learning)システムの実用化が進んでいます。
特徴:
- 新しい欠陥パターンへの自動適応
- 製品変更への迅速な対応
- 誤判定からの学習による精度向上
エッジAI検査
検査処理をカメラやコントローラー内で行うエッジAI検査が普及し、リアルタイム性とセキュリティが向上しています。
協働ロボットとの統合
協働ロボットと検査システムを組み合わせ、柔軟な検査セルを構築する事例が増えています。多品種少量生産への対応が容易になります。
まとめ|検査ロボット導入のポイント
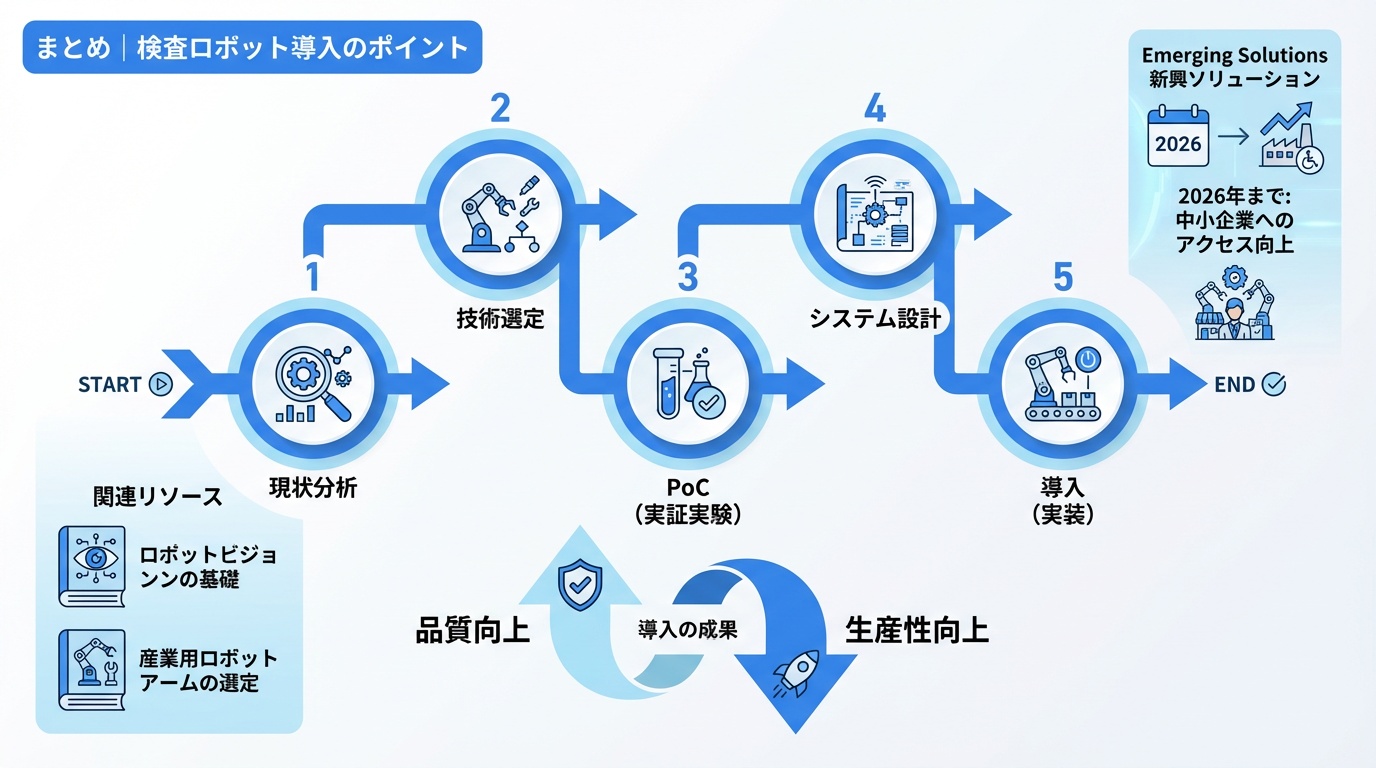
検査ロボットの導入を成功させるためのポイントをまとめます。
導入ステップ
- 現状分析:現在の検査工程の課題と目標を明確化
- 技術選定:製品特性と欠陥種類に適した検査技術を選択
- PoC実施:実際のサンプルで検出性能を検証
- システム設計:ラインへの統合、照明、搬送を設計
- 導入・調整:現場での据付と最適化
- 運用・改善:継続的なモニタリングと精度向上
成功のポイント
- 照明条件の最適化に十分な時間をかける
- 不良品サンプルの収集を計画的に行う
- 過検出と見逃しのバランスを適切に設定
- 現場オペレーターの教育と巻き込み
- 導入後の継続的な改善体制を構築
検査ロボットは、製造業の品質競争力を高める重要な投資です。2026年現在、AI技術の進化により導入のハードルは下がり、中小企業でも活用できるソリューションが増えています。自社の課題に合った最適な検査システムを選び、品質向上と生産性向上の両立を実現してください。
関連記事として、ロボットビジョン技術の基礎や産業用ロボットアームの選び方もあわせてご覧ください。